Continuous liquid coating is used to produce various films or sheet-like products, such as adhesive tapes, optical films, display panels, etc. It is also a strong candidate for nanoparticle assembly film production. Slot coating is a popular high-precision coating methods, because the film thickness is directly controlled by the flow rate and substrate speed rather than coating liquid properties. However, many high-performance multi-functional films for electronics and optical devices require nano- or micro-sized particles inside a coating liquid. As the environment requirements push to use less solvent, the coating liquid becomes dense suspension. Consequently, the liquid shows complex non-Newtonian behavior including viscoplasticity, i.e. exhibiting little or no deformation up to a certain level of stress. This study presents fundamental aspects of film formation flows used in coating processes and the impact of rheological properties on the operating limits of a coating method in both experiments and computations.
Slot coating is a pre-metered coating method widely used to produce a variety of thin films such as magnetic tapes, battery electrodes, optical films, and so on. In industrial applications, a high-speed coating is desired in order to lower the manufacturing cost. However, it often requires the usage of diluted low-viscosity liquids to ensure the stability of a coating flow. Such dilution of a coating liquid could result in an increase of the drying load more than the dryer's capacity, the cost increase for solvents treatment, or the insufficient quality of a coated product caused by the severe drying condition. The most cost-effective way is to achieve a high-speed coating with a concentrated high-viscosity liquid.
For this purpose, we studied the simultaneous dual-layer slot coating, having a high-viscosity top layer and a thin low-viscosity bottom layer. We found that the coating window could be greatly expanded compared to the single layer coating of the top layer. Visualization of a coating bead through a transparent glass backing roll revealed that the location and the shape of the layer-interface was the key factor to determine the stability of dual-layer coating. Furthermore, we found three flow regimes regarding the interface shape, and examined the effect of coating parameters such as film thickness ratio and viscosity ratio to those flow regimes. Finally, we will discuss the mechanisms to explain each of the flow regimes.
Polymer electrolyte fuel cells (PEFCs) are one of the most promising power sources for vehicles. However, there are several hurdles preventing the spread of PEFCs, including reducing cost, improving performance and durability. Key measures to help resolve these issues include controlling the structure of the electrode catalyst layers. Catalyst layers are porous layers prepared from the catalyst ink consisting of ionomer solutions, carbon black supporting Pt nanoparticles, and dispersing solvents. Drying of a thin film from the catalyst ink on a substrate often causes the formation of cracks. Since cracks in catalyst layers of a fuel cell affect performance and durability, it is important to obtain the factors that control the crack formation.
Herein, this study aimed to identify the factors affecting crack behavior in terms of the dispersion state in catalyst ink. Critical crack thickness (CCT) is examined as a parameter for cracking characteristics by changing the formation of Pt/carbon by adding two types of solvents with different hydrophobicity.
The CCT was found to be four times greater for catalyst layers obtained from catalyst inks that are well dispersed by ionomer adsorption than for catalyst layers obtained from catalyst inks with a network of structured agglomerates. This suggests that the CCT decreases due to the poor affinity between the ionomer and Pt/carbon.
These results suggest that well-dispersed catalyst inks produce homogeneous distribution of Pt/carbon and ionomer in catalyst layers with high fracture toughness, while catalyst inks with network of structured agglomerates produce dense aggregates with small primary pores that generate high drying stress, and self-organizing free ionomer that cause stress concentration in catalyst layers with a high risk of cracking.
In conclusion, the present study has demonstrated that crack behavior can be controlled by ionomer adsorption on the Pt/carbon in catalyst ink and the resulting dispersion state.
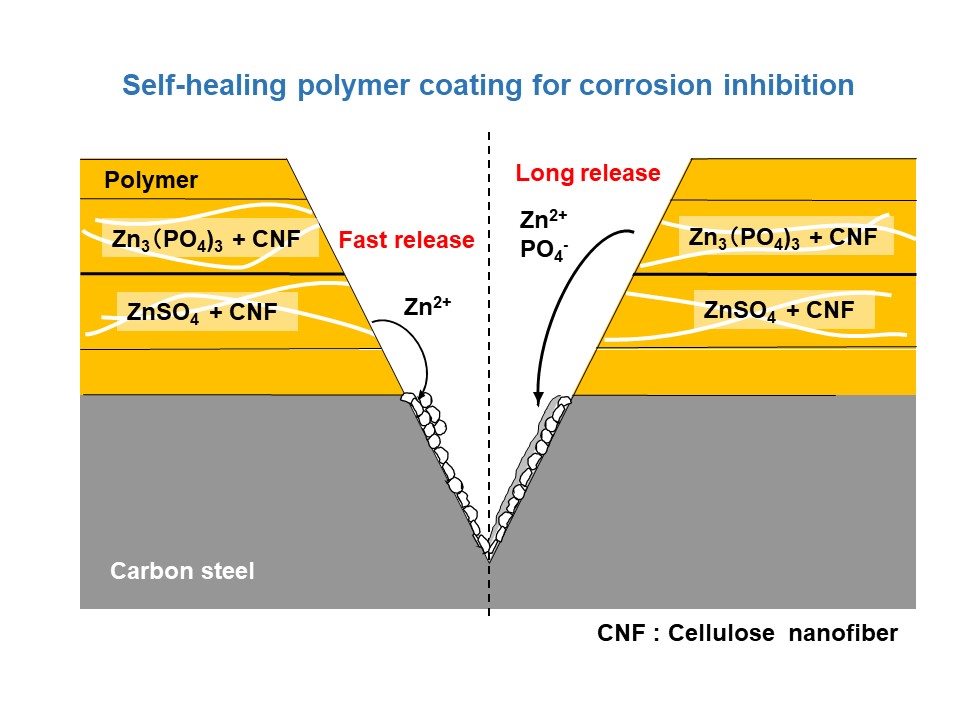
Self-healing polymer coatings is applied on the surface of metal to prevent corrosion. The addition of cellulose nanofibers as pathway of healing agents into polymer coating could be improved the self-healing properties in our previous research. In the present research, polymer coatings blended with nanofibers and two types of inorganic healing agents, which are zinc sulfate and zinc phosphate, was applied on the surface of carbon steel. Release behavior of two types of inorganic healing agents from polymer was measured using mass change. The electrochemical impedance of scratched specimen was measured in corrosive solution. As a result, release rate of two types of inorganic healing agents from polymer was different. The release of zinc sulfate was fast, and the release of zinc phosphate was slow but long. The release amount of healing agents was increased by addition of cellulose nanofibers. The polymer coating added cellulose nanofibers and the two types of healing agents showed excellent self-healing performance for corrosion inhibition of carbon steel. This was caused by the fast and long release due to two types of inorganic healing agents.
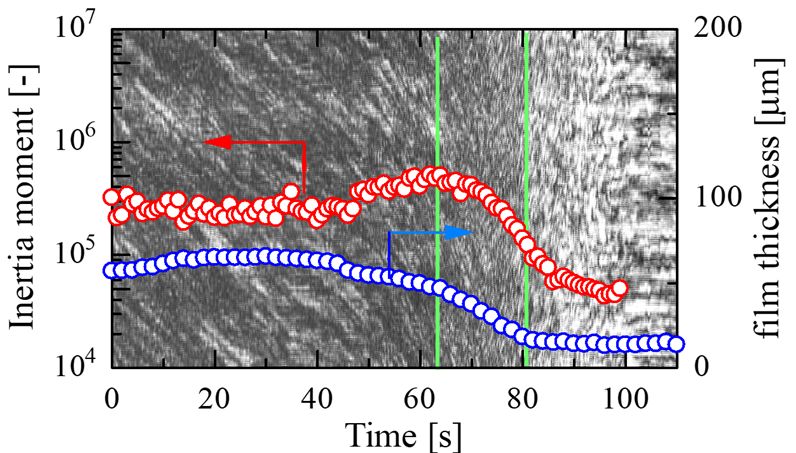
An aqueous dispersion of latex particles produces uniform resin layer. The addition of silicate and coupling agent can improve the toughness. In this study, the effects of those additives on the film formation process was studied. A sample coated glass substrate was placed in a container heated to 100 °C. A confocal displacement sensor placed above was used to measure film thickness change. Additionally, an expanded laser beam was irradiated on the surface. The reflected lights were interfered to produce speckle pattern containing bright and dark spots. The variation of the speckle pattern was recorder using an objective lens and CMOS camera. From the inspection region (20 x 100 pix) of the speckle pattern, 100 lines containing 20 pixels were vertically aligned to produce long lines of 2000 pixels. The long pixel lines of more than 9000 frames, being corresponding to 100sec, were then horizontally aligned to produce area time history speckle pattern (A-THSP). Various types of stripes were found in A-THSP. An oblique striped pattern frequently observed indicates the translation of speckle pattern in the longitudinal direction of the inspection region. This pattern suggests the formation of convective flow. After that, highly active random speckle pattern was followed by vertical or horizontal stripe pattern. Vertical stripe suggests uniform and periodic change of speckle pattern. When film formation was terminated, static speckle pattern attributes to constant brightness and horizontal stripes. No significant change in film thickness was observed in the convective flow regime, while thickness was drastically decreased in the random pattern regime. The transition from vertical to horizontal stripes can be detected only by A-THSP. In this stage, an interval between the bands became larger with time, suggesting the inhibition of activity of film and the termination of film formation process.